


2014.6.20
設備1
こんにちは
今回は社内の設備について勉強していきたいと思います。
弊社の設備については上記メニューの「設備紹介」から見ることが
出来ます。
見ていただくとわかるのですが、一番多い機械は「ボール盤」です。
ボール盤といえば穴を開けるための機械で、機械をよく知らない方でも
名前は聞いたことがあるかと思います。
知っていましたか?ボール盤の語源はオランダ語のboor-bankから来ています。
盤は当て字なんですね。
ボール盤という
卓上ボール盤
小型のボール盤であり、作業台上に据付けて使われる。主に穴径13mmまでの加工が可能。
直立ボール盤
床に直接据え付けられるボール盤で、一般的なもの。穴径13~50mm程度まで。
ラジアルボール盤
コラム(主柱)を中心に主軸頭の旋回などできる構造のもので、工作物が大きい場合に使われる。つまり、被切削物のほうを動かさなくとも主軸の乗ったアームを動かすことで、大きな被工作物を動かさないままで何箇所もの穴あけができる。
多軸ボール盤
多数の主軸のあるボール盤で、同時に何箇所もの穴あけ加工が可能。多量生産などに適した専用のもの。
多頭ボール盤
一つのベースに、直立ボール盤や卓上ボール盤の上部機構が複数並んだものを指します。穴あけ,座ぐり,ねじ立てなどの加工が順次行える。
深穴ボール盤
穴の直径よりも4倍以上の深い穴を開けるためのボール盤。
ガーダボール盤
大型の工作物の加工に適したボール盤。
タレットボール盤
タレット(数種の工具を取り付けてある台で,旋回できるようになっているもの)により工具を順次かえていくボール盤。
数値制御 (NC) ボール盤
NCフライス盤とよく似た構造で、テーブルの左右方向の動きをX軸・サドルの前後方向の動きをY軸・主軸の上下方向の動きをZ軸として、途中の経路に関係なく最短距離を選んで主軸先端が移動するようにテーブルが動くボール盤。
ということでボール盤について簡単に勉強してきました。
当たり前ですが、ボール盤が社内にたくさんあるということはそれだけ、
穴を開ける仕事がたくさんあるということですね。
弊社ではボール盤の仕事をプレスで行えるようにと開発を行っています。
下記の写真は16mmの板に10mmの穴を同時にプレスで開けることに成功したものです。
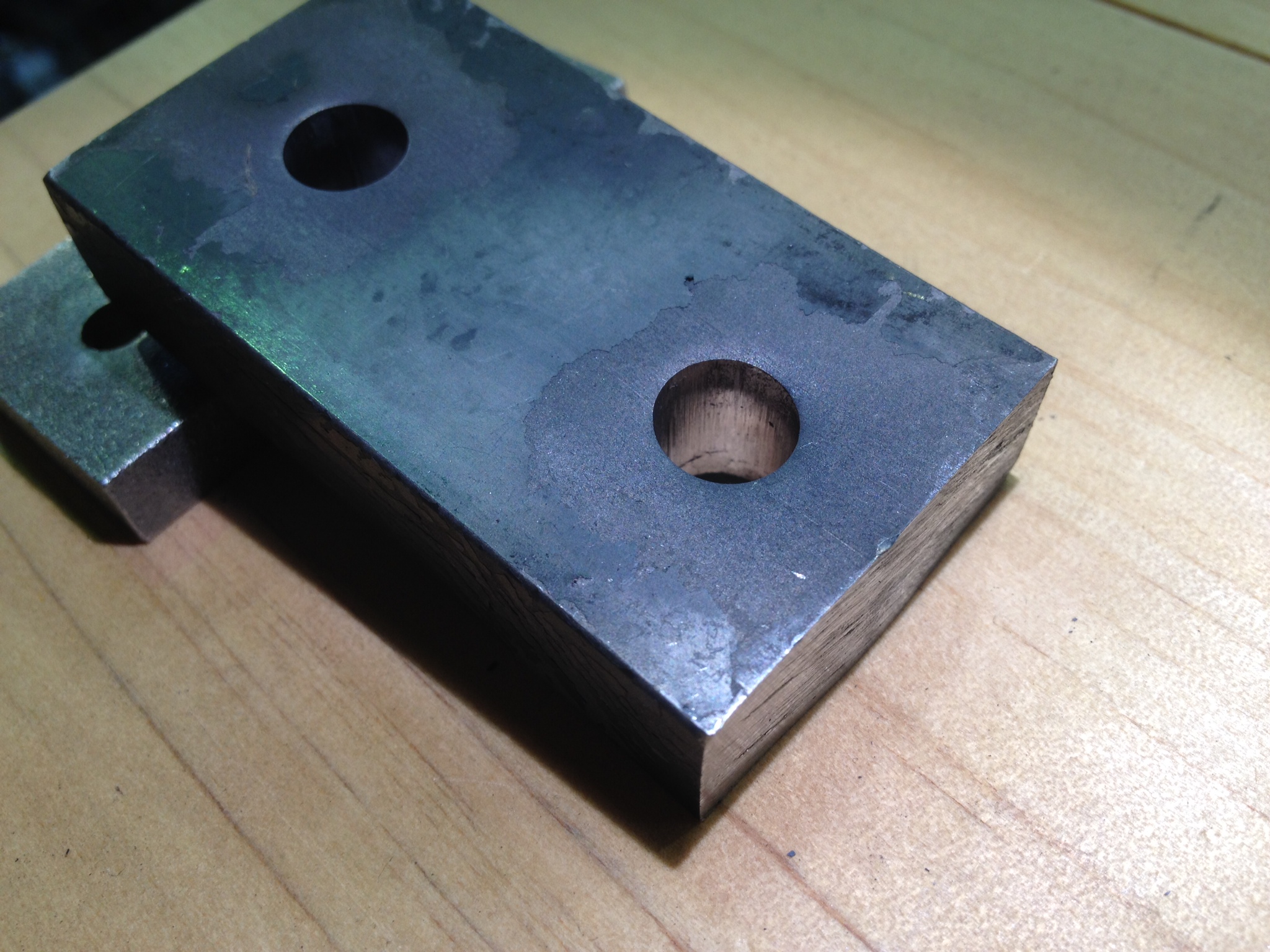
ストレートに空いています。

こちらは9mmに6.8mmの穴をストレートに抜いたものです。

6.8mmはM8下穴です。

2014.6. 9
溶接
第2弾として溶接について勉強していきたいと思います。
記事としてまとめると言葉がわかるようになってきて
言葉が理解できるようになってくるのでいいですね。
溶接とは
2個以上の部材の接合部に、熱または圧力、もしくはその両者を加え
必要があれば適当な溶加材を加えて接合部が連続性を持つ一体化された1つの部材とする接合方法。
・接着と違う点は母材(接合したい材料)を物理的に溶かすこと。
・母材より強度が圧倒的に低下する
「溶接を行うためには母材を溶かさなければならない。」
・摩擦接合(接合する部材を高速で擦り合わせ、部材を軟化させ、圧力を掛け接合する方法)、圧接(スポット溶接など)は母材が融点に達するほどは加熱されない。
・プラスチックを溶かして接合することをプラスチック溶接、最先端の技術ではセラミックスを溶接することも可能になっている。
・鋼やアルミニウムのように構造材になるような金属を溶かすにはかなりの高温が必要になるため、狭い部分を集中して加熱できる方法が必要になる。
溶接の分類
融接
・ガス溶接-酸素アセチレン溶接(可燃性ガスと酸素が結びつき、燃焼する際に発生する熱を利用して金属の接合を行う方法)
・アーク溶接(空気中の放電現象-アーク放電を利用し、同じ金属同士をつなぎ合わせる溶接方法)-自動アーク溶接(溶接にあわて自動でワイヤーが出てくる)・半自動アーク溶接(溶接材として非常に長いワイヤーを使う)
・非消耗電極式-ティグ(TIG)溶接(タングステン-不活性ガス溶接・ステンレスやアルミニウムなどの非鉄金属に多く採用されている)・プラズマ溶接(タングステン棒を電極に使い、長時間安定した溶接が出来る)
・消耗電極式-被覆アーク溶接(新線に被覆と呼ばれるフラックスや保護材などを巻いた溶接棒を電極にする)・サブマージアーク(SAW)溶接(粒上のフラックスをしようする)・ミグ溶接(シールドガスに不活性ガスを使うもの)・炭酸ガスアーク溶接(シールドガスに炭酸ガスをつかうもの)・セルフシールドアーク溶接(フラックス入りワイヤを用い、外部からガスを供給しない)
・エレクトロスラグ溶接(溶接スラグに電流を通じて高温を発生させ溶接)
・電子ビーム溶接(真空中でフィラメントを加熱させ、放出された電子を高い電圧で加速させ、電磁コイルで収束させた上で母材に衝突させ溶接を行う)
・レーザー溶接(レーザー光線のエネルギーを利用して行う溶接)
圧接
・抵抗溶接
・重ね抵抗溶接(電流を流し、圧力を加えて行う溶接)-スポット溶接(電流を流し、圧力を加えて行う溶接)・プロジェクション溶接(突起部を設け、突起部分に電流を集中させ行う抵抗溶接)・シーム溶接(回転する円盤状の電極を用いて連続で抵抗溶接をする)
・突合わせ抵抗溶接(溶接継手の端面を突き合わせ加圧して行う抵抗溶接)-アプセット溶接(溶接部に据込みが発生する)・フラッシュ溶接(接触部が火花になって溶融飛散し、溶接面が十分に加熱された時に強く加圧して行う溶接)・パットシーム溶接(鋼管に用いられる)
・鍛鉄(加熱し圧力を加えて接合)・摩擦圧接(接合する部材を高速で擦り合わせ、部材を軟化させ、圧力を掛け接合する方法)爆発圧接(テルミット溶接)(2種類の金属を爆発力によって高速で衝突させ結合させる)
・ろう接-ろう付け(母材より融点の低い金属を用いて金属同士を接合する)・ハンダ付け(ろう付けが硬ろう(融点が450℃以上)に対しハンダは軟ろう(融点が450℃未満)を用いる)
ここまで何とか書き切ることが出来ました。
ちなみに弊社にはパナソニック製のアクティブタワーズというロボット溶接機がありますが、
アクティブ溶接という機能を持っています。
アクティブ溶接は溶接ワイヤーを出し入れしながら溶接を行う機能で、
スパッタを90%も減らすことが出来るすごい機能です。
溶接ロボットについてはまた次の機会にでも。